
25-10-15 来源: RCO催化燃烧设备,粉尘治理设备,环保设备厂家-郑州腾达机械
在化工、制药、喷涂等工业生产过程中,危险废物贮存仓库的废气治理一直是企业环境管理的重点和难点。危废仓库中积聚的挥发性有机物、酸性气体、恶臭物质等污染物,若不经过有效收集处理,不仅会对周边环境造成污染,还可能危及人员健康。那么,一套符合法规要求、技术先进、运行稳定的危废仓库废气收集与处理系统该如何设计和选择?本文将为您全面解析。
要设计合理的废气治理系统,首先需要了解危废仓库废气的成分特性。根据环境部门的分类,危废贮存库有害气体主要来源于废农药、精蒸馏残渣、有机溶剂废液、油漆和涂料废物等多种危险废物。这些废物在贮存过程中会释放复杂多样的污染物,主要包括:
在法规要求方面,《危险废物贮存污染控制标准》(GB 18597-2023)明确规定,贮存易产生粉尘、VOCs、酸雾、有毒有害气体和刺激性气味气体的危险废物贮存库,应设置气体收集装置和气体净化装置。这意味着企业对危废仓库废气进行收集处理不再是自愿行为,而是必须履行的法律义务。

一套完整的危废仓库废气治理系统包括收集和处理两大部分。不少企业重处理轻收集,导致即使安装了高端处理设备,整体治理效果仍不理想。科学合理的收集系统是整个治理工程成功的基础。
危废仓库废气收集通常采用全密闭管道、集气罩、负压抽吸装置相结合的方式。其中,维持仓库内部的负压状态尤为关键,它能有效防止废气的无组织外泄。具体实践中,可在仓库各分区设置集气口,并通过连接管道上的流量调节阀门平衡各支管的风量分配。
说到这里,不得不提到郑州腾达机械有限公司在废气收集系统设计方面的经验。作为河南地区的环保设备生产厂家,该公司会根据危废仓库的具体结构、废物存放方式以及污染物特性,为客户量身设计收集系统,确保废气能够高效被捕集并输送至处理系统。
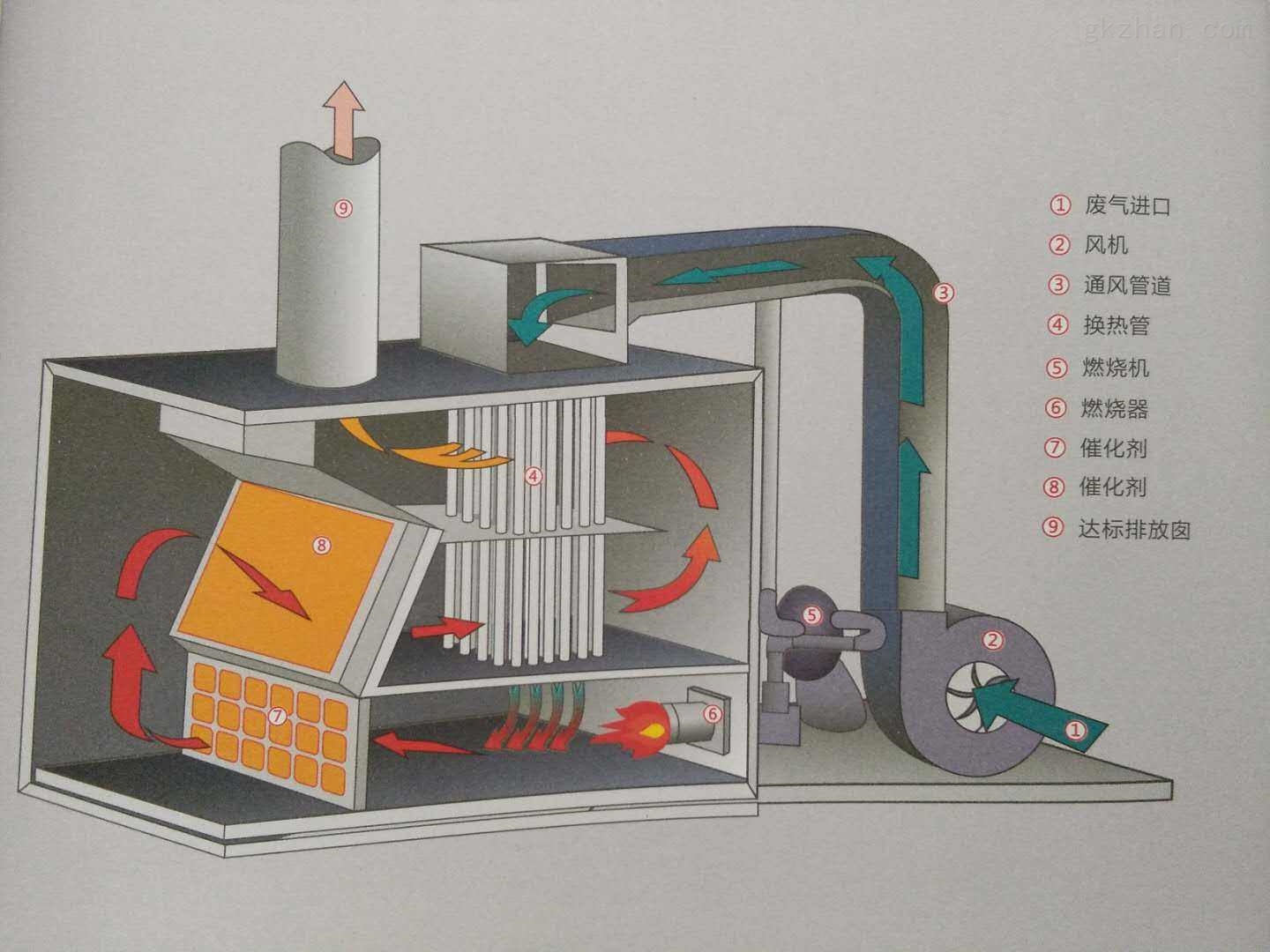
图片:危废仓库废气收集系统示意图,alt=”危废仓库废气收集系统示意图显示集气罩、管道和风机”
面对复杂多变的废气成分,单一处理技术往往难以实现达标排放,实践中多采用多种工艺组合的技术路线。下面我们来看看常用的废气处理技术及其适用场景。
废气进入核心处理单元前,通常需要经过预处理,目的是去除颗粒物和调整废气性质。预处理通常包括:
坦白说,预处理阶段常常被忽视,但实际上它对整个系统的稳定运行至关重要。例如,未去除的颗粒物会导致后续活性炭吸附设备堵塞,增加运行阻力;而酸性气体若未经过中和,则会腐蚀后续处理设备。
根据废气成分和浓度的不同,可选择的核心处理技术也多种多样:
| 技术类型 | 适用场景 | 处理效率 | 特点 |
|---|---|---|---|
| 活性炭吸附 | 低浓度有机废气(≤800mg/m³) | 90%以上 | 设备简单,投资低,但需定期更换活性炭 |
| 催化燃烧 | 低浓度有机废气 | 90%-95% | 在300-500℃下工作,能耗相对较低 |
| 热力燃烧(RTO/RCO) | 中高浓度有机废气(1000~5000mg/m³) | 95%~99% | 处理效率高,但运行能耗较高 |
| 生物处理 | 可生化性好的废气 | 80%-95% | 运行成本低,适用于恶臭气体 |
| 化学吸收 | 酸碱性气体 | 90%以上 | 针对性强,运行稳定 |
在实际应用中,这些技术往往被组合使用,形成多级处理工艺。例如,常见的组合工艺有:”碱洗+活性炭吸附+催化燃烧”、”冷凝回收+RTO/RCO”等。这些组合工艺能够应对多组分、波动性大的废气特性,确保排放稳定达标。

经过核心处理后的废气,在排入大气前,往往还需要经过深度净化。活性炭/沸石吸附床常被用作最后屏障,吸附微量残留VOCs;湿式洗涤塔则可进一步去除残留颗粒物和可溶性气体。这些深度净化单元能够确保污染物排放浓度稳定低于国家标准限值。
不得不说,郑州腾达机械有限公司在废气深度净化方面有着丰富的经验,其提供的RCO催化燃烧设备、RTO设备、VOCs治理设备等,可根据废气特性的变化进行精准调节,确保最终排放指标符合《大气污染物综合排放标准》(GB16297-1996)、《挥发性有机物无组织排放控制标准》(GB37822-2019)及地方标准要求。
根据危废仓库废气的特性和处理要求,以下几种典型工艺路线应用较为广泛:
说到这里,我们不难发现,技术路线的选择不是一成不变的,而是需要根据废气的具体成分、浓度波动、处理要求以及投资运行成本等多方面因素综合考量。
现代危废仓库废气处理系统越来越注重智能化控制。通过在各分区设置主要有害气体含量检测器,并与加药系统、风机变频器等联动控制,可以实现废气的有效、及时收集,减少人工操作,提升废气处置效果。
《危险废物处置工程技术导则》也强调,处置设施应有较高的自动化水平,可在中央控制室通过分散控制系统实现对危险废物处置系统及辅助系统的集中监视和分散控制。这不仅提高了运行效率,也能确保系统在最佳工况下稳定运行。
图片:危废仓库废气处理智能控制系统界面,alt=”危废仓库废气处理智能控制系统界面显示各参数”
面对复杂多样的危废仓库废气治理需求,郑州腾达机械有限公司作为河南地区的环保设备生产厂家,专业提供各种粉尘治理设备、脱硫设备、脱硝设备、VOCs有机废气处理设备的设计和研发生产。公司根据危废仓库的具体情况,提供定制化的废气治理解决方案。
腾达机械的危废仓库废气处理系统 typically 包括预处理单元、核心处理单元和深度净化单元,并根据废气特性灵活组合布袋除尘器、RCO催化燃烧设备、RTO设备、VOCs治理设备、脱硫塔、脱硝设备、光氧催化设备等多种技术手段。这种定制化 approach 能够精准应对不同行业的特殊需求,确保废气达标排放。
危废仓库废气收集与处理是一项系统工程,需要从收集、处理、控制等多个环节综合考虑。选择合适的技术路线,搭配科学的设计和可靠的设备,才能实现稳定达标排放,满足愈发严格的环保要求。随着技术的不断发展,危废仓库废气治理正朝着资源化、智能化、全流程控制的方向迈进,企业应结合自身情况,选择具有前瞻性的治理方案,为企业的可持续发展奠定基础。
上一篇: 中小型锅炉烟气脱硫脱硝除尘一体化设备:技术原理与市场前景分析
下一篇: RCO催化燃烧设备在化工行业的防爆设计与应用
 扫码联系微信客服
扫码联系微信客服 
