
25-09-12 来源: RCO催化燃烧设备,粉尘治理设备,环保设备厂家-郑州腾达机械
在工业有机废气治理领域,蓄热燃烧装置(RTO)因其高效的热回收率和出色的净化能力备受关注。特别是处理高浓度废气时,RTO能够实现自供热运行,大幅降低能耗和运营成本。那么,这种无需额外燃料的运行模式是如何实现的?郑州腾达机械作为河南专业的环保设备生产厂家,将通过本文深入解析这一技术原理。

自供热运行是指RTO设备在处理适当浓度的有机废气时,无需额外添加燃料(如天然气),仅依靠废气氧化分解释放的热量就能维持系统所需的温度水平。这意味着当废气浓度达到一定值时,系统可以实现能源自给自足。
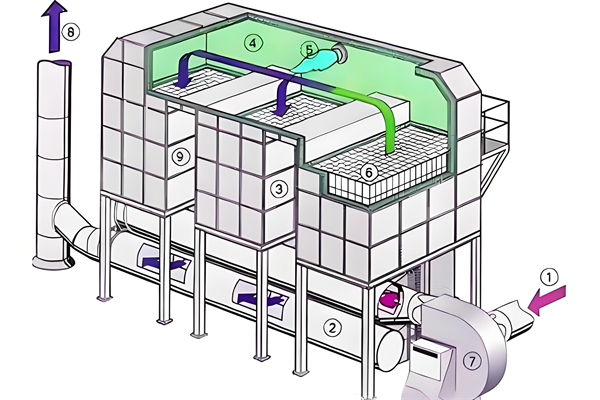
RTO实现自供热运行的核心在于其独特的蓄热式热交换设计和废气氧化过程的能量平衡。其主要工作原理包括以下几个阶段:
这种再生热交换方式可使RTO的热效率高达95%-98%,为自供热运行奠定了坚实基础。
RTO要实现自供热运行,需要满足以下几个关键条件:
| 条件因素 | 要求范围 | 说明 |
|---|---|---|
| 废气浓度 | 1.5-5 g/Nm³ | 浓度过低则热量不足,过高则需考虑安全措施 |
| 废气热值 | 足够支持氧化反应 | 不同有机物热值不同,需计算总体热值平衡 |
| 陶瓷蓄热体质量 | 高热容量、高热传导率 | 优质陶瓷介质可提高热回收效率 |
| 系统保温性能 | 热损失率低 | 良好的保温设计减少热量散失 |
| 阀门切换效率 | 密封性好、切换迅速 | 防止气体混合,保证热效率 |
基于自供热运行的RTO系统具有多项显著优势:
郑州腾达机械作为河南专业的环保设备生产厂家,在RTO技术领域拥有深厚的技术积累和项目经验。公司提供的RTO设备融合了多项技术创新:
郑州腾达机械的RTO设备采用智能化控制系统,配备先进PLC可编程控制器,实时监控燃烧温度、阀门切换和压力变化,确保系统在最佳工况下运行。同时,设备还设有安全防护系统,包括LEL浓度检测、高温报警和自动旁路切换功能,确保运行安全。
值得一提的是,我们的陶瓷蓄热体采用特殊材料配方,具有高热容量和优异的热传导性能,耐高温、抗腐蚀,使用寿命长,保证了系统持续高效运行。

RTO自供热技术特别适用于处理中高浓度有机废气的行业,包括但不限于:
郑州腾达机械曾为浙江某精细化工企业提供RTO解决方案,成功处理其高浓度苯系物废气,实现VOCs年削减率80%以上,远超国家排放标准,且运行期间基本无需额外燃料添加。
RTO技术通过高效的蓄热式热交换和能量回收利用,实现了处理高浓度废气时的自供热运行,显著降低了运营成本。其核心在于利用废气自身氧化分解释放的热量来维持反应温度,形成能量闭环。
郑州腾达机械作为河南专业的环保设备提供商,致力于为客户提供高效可靠的RTO设备及解决方案。公司产品涵盖多种环保设备,包括布袋除尘器、RCO催化燃烧设备、RTO设备、VOCs治理设备、脱硫塔、脱硝设备、污水处理设备等,为各行业提供全方位的废气治理服务。
随着环保要求的不断提高和技术的持续进步,RTO自供热技术将在工业废气治理领域发挥越来越重要的作用,为企业实现环保达标和经济效益的双重目标提供有力支持。
上一篇: 郑州除尘设备厂家综合评测:布袋与滤筒除尘器选购指南
下一篇: 除尘器心脏:揭秘涤纶、PPS、P84、PTFE滤料的技术参数与选型指南
 扫码联系微信客服
扫码联系微信客服 
